
How to Produce High-Quality Plant Proteins with Optimum Functionality
July 11, 2022
The Challenge
Consumers used to accept a bland taste and a long list of ingredients in their plant-based products, but today, their expectations are much higher. Initiated by new consumer trends, manufacturers are now pressured to not only build the protein base, but to format and flavor it, while minimizing potential denaturation effects and preventing contamination. So how do you ensure your plant-based production process achieves what your customers want?
Sourcing Plant-Based Proteins
Plant-based proteins can come from many different sources or other methods such as:
- grains and oilseeds (like soybean or chickpeas) after obtaining its flour, applying defatting (edible oil extraction) according to feedstock
- biotechnology processing side streams from other processes like solids or liquids
- fermentation processes, using specific yeast or bacteria to produce the desired protein
To effectively produce these proteins manufacturers will require a process that minimizes potential denaturation effects induced by thermal, chemical, or mechanical stress and prevents carrying over natural contamination such as suspended solids, bioburden, fat and antinutritional factors. Let’s explore the available processing methods below.
Conventional Production of Plant-Based Proteins
The conventional production process follows the below steps:
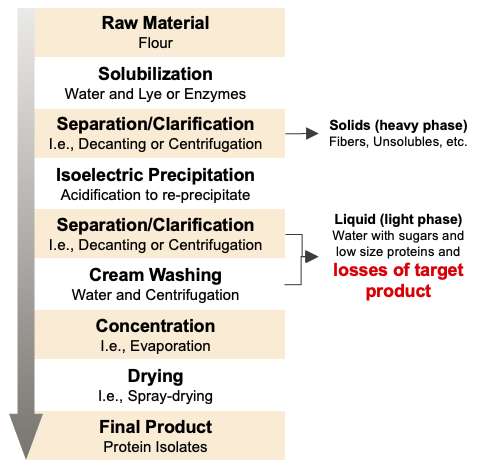
This process usually includes at least one step of thermal and/or chemical precipitation at isoelectric point to settle the globulins (also known as larger proteins) further recovered by centrifugation. This process creates partial protein denaturation (potential structure modification) that may negatively impact solubilization of final protein powder and other properties like gelation, foaming, water retention, among others. A major drawback of the centrifugation and cream washing steps is the loss of valuable product in overflow which lowers globulin recovery yield. In other words, you lose target product you’re trying to produce.
Optimizing the Conventional Production Process with Membranes
What can be done to reduce target product losses?
Let’s review how membrane technology can produce a very clean solution of native proteins with minimal product loss in the following scenarios:
Starting from Flours or Solid Side Streams
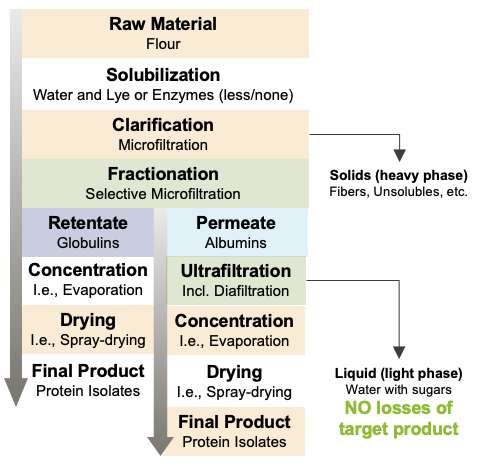
Membrane technology maintains protein’s natural functionalities with little to no need for chemical or thermal treatment. In other words, the original steps of separation via centrifugation and isoelectric precipitation are eliminated and instead, clarification is achieved via microfiltration using membranes. Microfiltration delivers purified protein solutions by removing suspended solids (including fibers), bioburden (including spores) and residual oil/fat.
Selective microfiltration also allows protein fractionation, which is the separation of the bigger proteins or larger proteins from the smaller proteins, for different end products. For albumins, ultrafiltration can be utilized to concentrate all soluble proteins followed by washing out small molecules (sugars, salts, etc.) to increase final protein purity.

Liquid Side Streams – Potential Additional Recovery
With liquid side streams, you will inevitably lose a fraction of valuable product in the liquid (light) phase by centrifugation, which lowers globulin recovery yield. Membrane technology via ultrafiltration can support the recovery of these losses in the light phase by concentrating all soluble proteins and washing out small molecules to increase the final product yield.
Fermentation Process
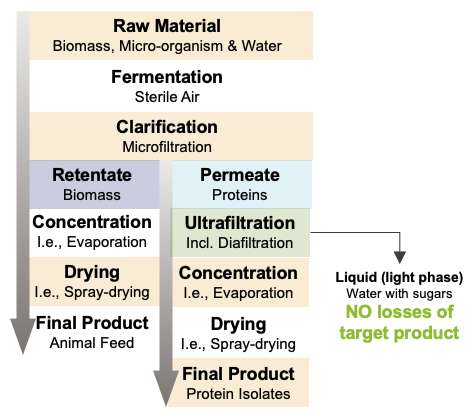
The raw material sources (sugar and nutrients) and the microorganism used to produce the target product determines the fermentation process. In the clarification step, microfiltration delivers purified protein solutions by removing suspended solids (including fibers), bioburden (including spores) and residual oil/fat.
For permeate, or proteins, ultrafiltration concentrates all soluble proteins and diafiltration can be used to wash out small molecules (sugars, salts, etc.) to increase the final protein purity.
The retentate, or biomass, can be used as animal feed as no filter aids are necessary here.
Taking Membrane Technology a Step Further
As an alternative to standard precipitation and centrifuge separators, crossflow microfiltration can purify the raw feed to produce a very clean solution of native proteins. This stream can be further fractionated and/or purified with other membranes and/or chromatography. Membrane technology via crossflow filtration acts as a physical barrier to achieve high purification yield without filter aids, chemical or thermal treatment. It outperforms the conventional processing of plant proteins by preserving native protein features in a sustainable way and extends the shelf life of your product.
A Wide Array of Possibilities
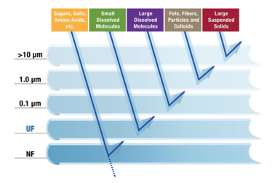
Pall offers a comprehensive range of membrane grades (separately or in combination) to cover your various process needs:
- “Open” Microfiltration: The removal of undissolved solids, including microbial contamination and oil/fat to produce a diluted “clean” protein solution.
- “Tight” Microfiltration: This type of filtration fractionates proteins according to their size and thus separate globulins from albumins, both products having specific properties and high added value.
- “Open” Ultrafiltration: This process concentrates more specifically the large proteins or globulins.
- “Tight” Ultrafiltration: This type of filtration concentrates all proteins, including the smallest ones.
To learn more about how to produce high-quality plant proteins, please watch our on-demand webinar presentation!
Subscribe to our blog to stay up-to-date on the latest food and beverage insights and trends
- Category
- Author
- Sort By