Recovery of Ethanol and Conversion of Stillage into DDGS
Ethanol is produced sustainably by yeast fermentation of sugars from biomass feedstock – mainly grains (corn, wheat, barley, rye, triticale) or sugar (cane, beet).
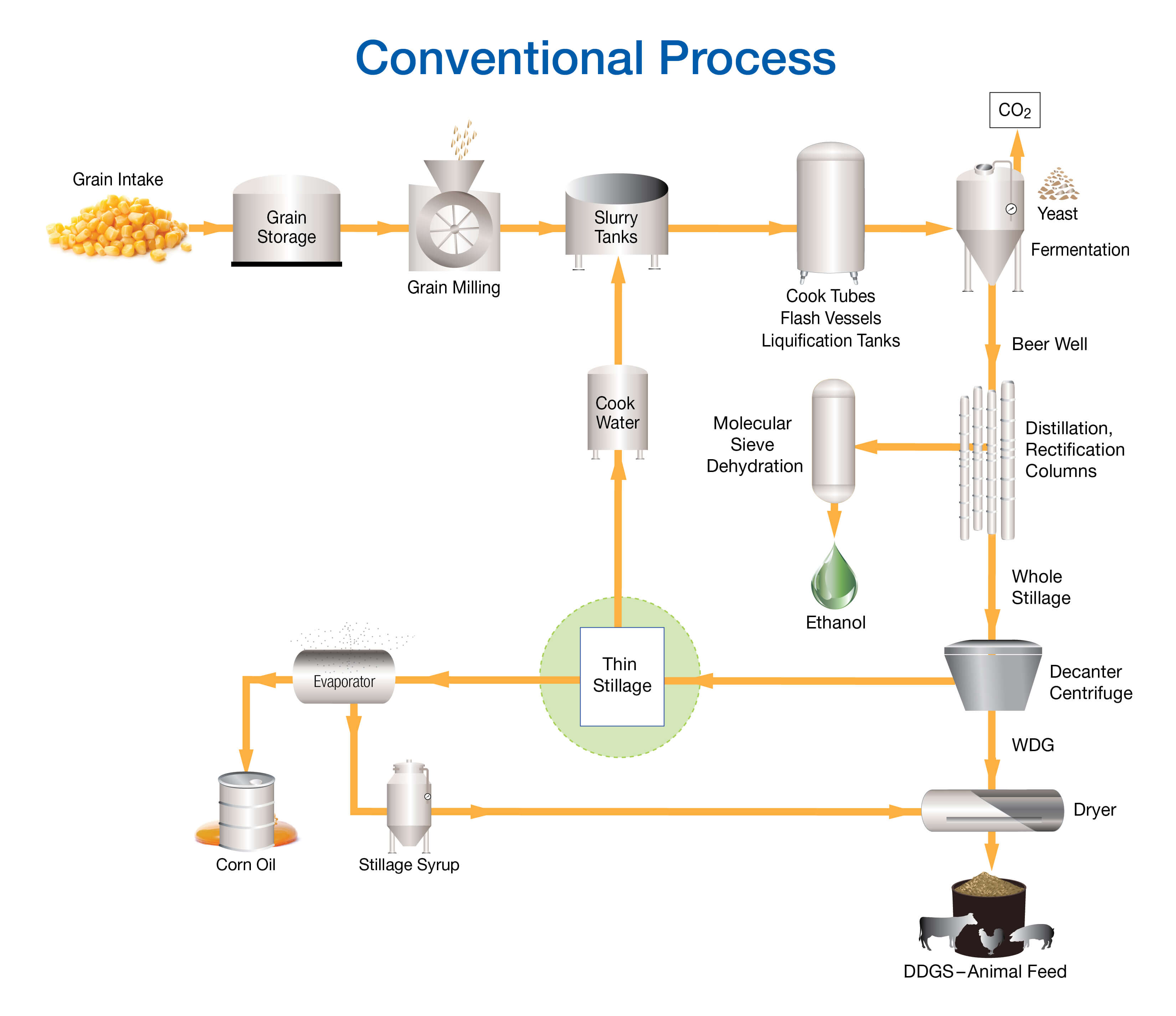
After fermentation, the ethanol is recovered by distillation. The leftover, also known as stillage, is usually converted into animal feed with high protein content and is called DDGS (Dried Distillers Grain with Solubles). DDGS is a dried combination of stillage centrifuge downflow (suspended solids) and centrifuge overflow (called thin stillage) concentrated by evaporation.
How Recycled Thin Stillage Affects Ethanol Yields?
A common practice is to recycle a portion of thin stillage back to the carbohydrate cook/slurry tanks as make-up water at the beginning of the process. Due to the remaining high suspended solids in this liquid (5-7%) and the presence of oils and other miscellaneous components, the recycled thin stillage adds to the load of non-fermentable solids in the fermenters. This decreases the fermentation capacity and negatively affects ethanol yields.
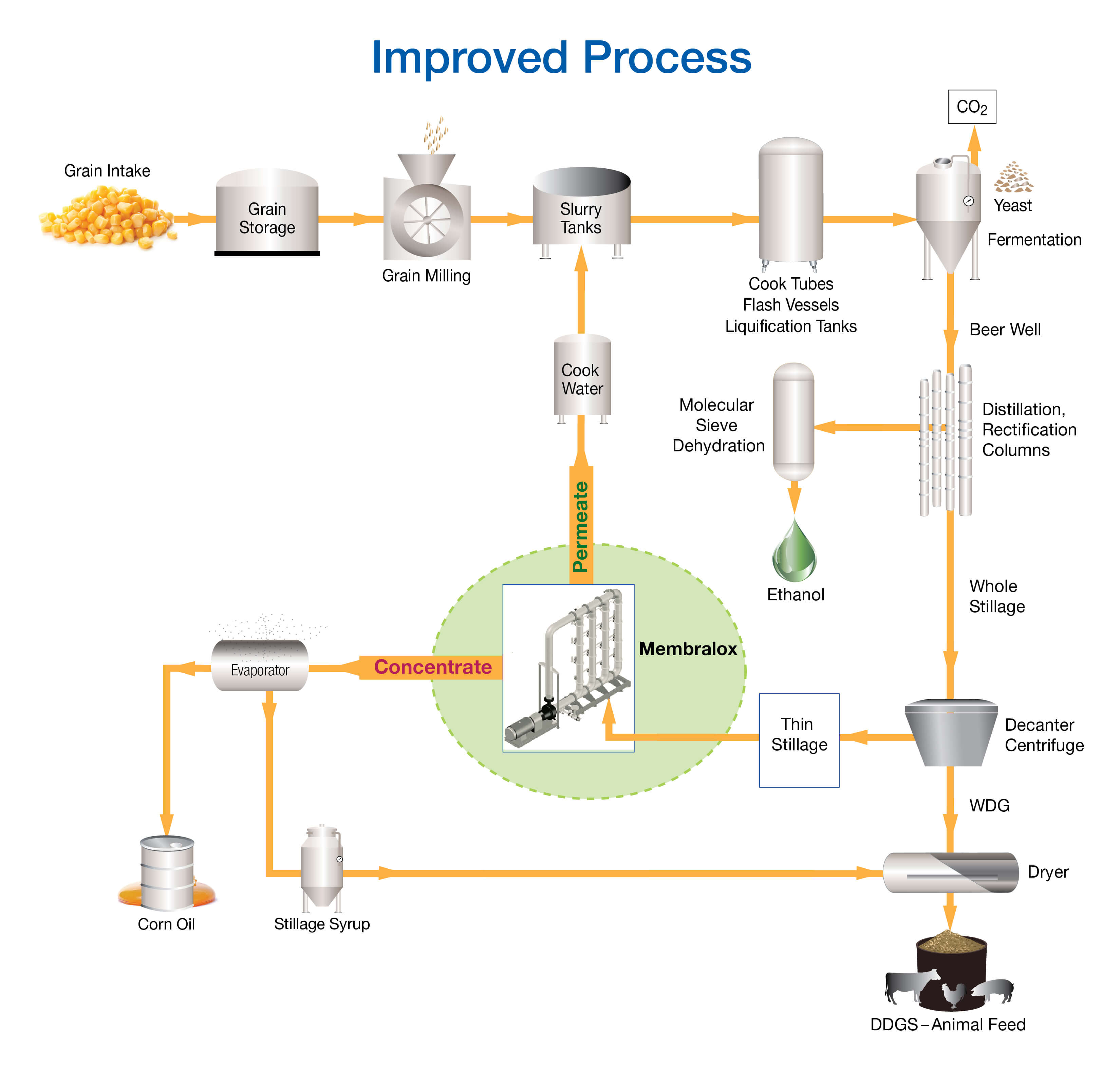
Fractionating Thin Stillage for Enhanced Fermentation Efficiency with Pall’s Membralox® Crossflow Technology
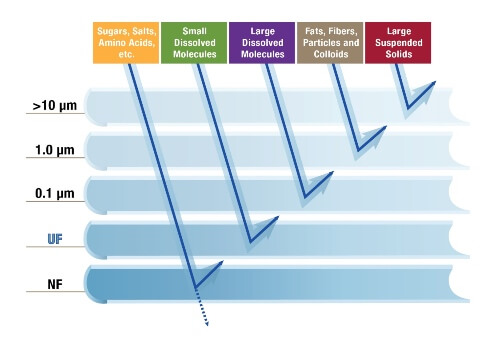
With Pall’s Membralox® crossflow technology, thin stillage liquid is fractionated into exceptionally clear permeate (almost free from suspended solids, large proteins and oil) and retentate streams (high solids and oil). The crystal clear permeate is fully recycled as make-up water to the beginning of the process. This fractionation of thin stillage has a positive impact on fermentation yield and is one of the determinants of success in this application.
Improved Process Economics from Lower Moisture Content in Thin Stillage
The concentrate stream (with 15-17% suspended solids) requires less energy for downstream evaporation due to its lower moisture content than untreated thin stillage. The energy savings gained during this step of the process contribute significantly to the overall economics.
Finally, the more proteins and other nutrients that are retained in the retentate stream, the greater the final yield and nutritional value of the syrup that’s added back to the animal feed end product.
Stillage Processing Diagram – Conventional Processing & Improved Process with Pall’s Membralox Solutions
Benefits of Using Membralox Fractionating Thin Stillage
Implementing Pall’s Membralox crossflow technology to fractionate thin stillage provides a strong impetus to improve the conventional bioethanol production process and achieve significantly better economics.
The following factors help realize significant cost savings:
- Ethanol fermentation yield increase – by effectively purifying the thin stillage to get a high quality permeate that is used as recycled make-up water, free from non-fermentable solids and other undesirable components
- Reduction in water cost - up to 50% savings at the grain cook/slurry tanks due to high permeate
- Reduction in energy cost at the evaporator - by decreasing the water content and increasing the suspended solids load of the thin stillage sent to the evaporator by at least 3 times
- Animal feed yield increase - by increasing the suspended solids component in the syrup
- Building the potential to create other value-added streams, especially from the permeate
- Added process simplicity, reliability, and safety due to system automation
Pall’s Membralox crossflow technology’s fully modular design and automatic operation help it operate at high temperatures (80+ °C) in continuous mode (24/7) to treat any thin stillage flow rates.
Added Value from Recovery
These membrane-based processes allow the recovery of added value from side streams, turning “waste” into valuable products.
For example, when we filter the thin stillage, or centrifuge overflow, we can recover:
- Crystal clear permeate
- Concentrated retentate (15-17% of suspended solids, corn oil and large proteins)
Speak to one of our experts to discover the right filtration solution for your needs.

Pall Solutions for Other F&B Processes:

Food Ingredients

Plant Proteins

Fermentation Broth Clarification

